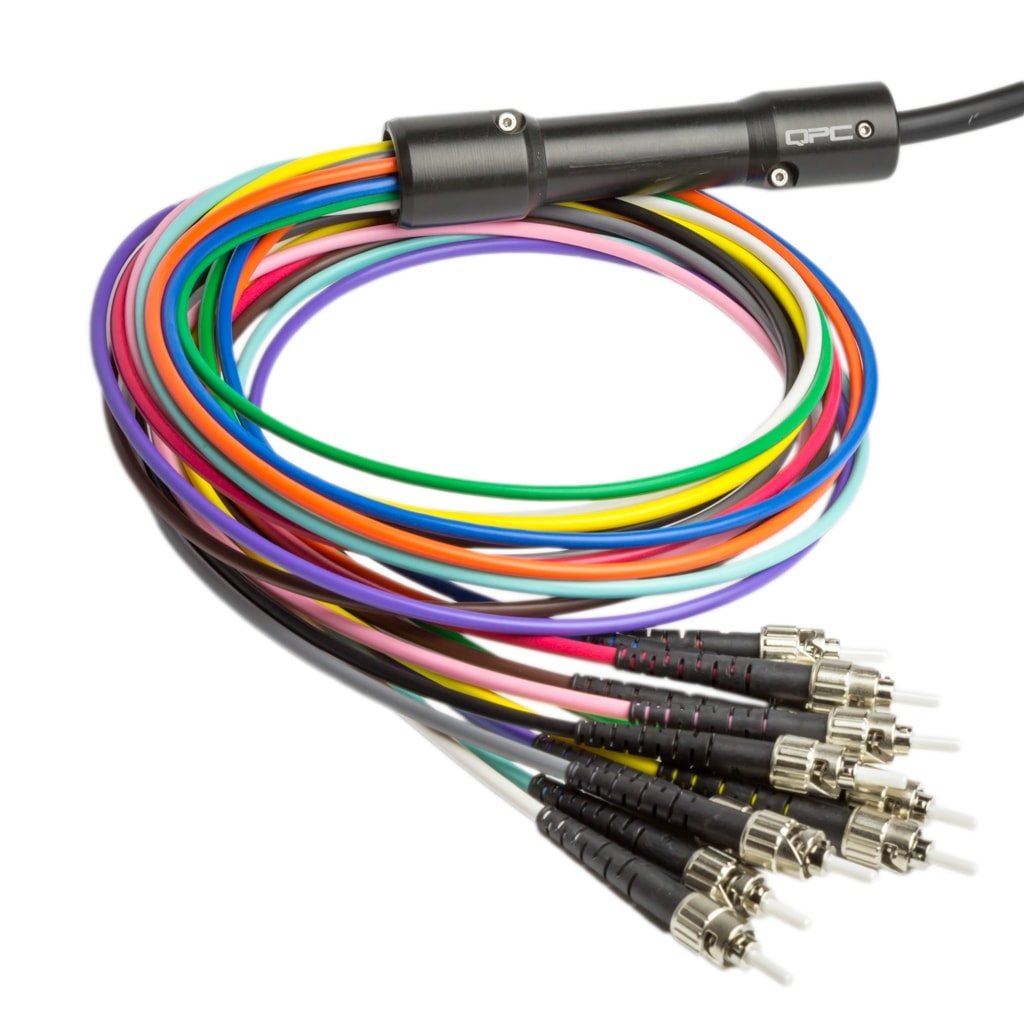
The QPC QGrip Breakout Kit is a ruggedized solution for terminating jacketed distribution or tactical cables (900μm tight buffered fiber) with up to 24 x ST, SC, LC, or FC connectors. The QGrip features a machined aluminum body with a black anodize finish that can be laser marked with a customer’s logo. The furcation legs are individual riser rated 3mm subunits with their own aramid yarn. These legs are color coded and come with a standard length of 36 inches. The QGrip is attached to distribution or tactical cable using a two-piece crimp system designed to capture the strength elements of the cable and is supplied with heat shrink to create a transition to the diameter of the cable. The QGrip’s two-piece clamshell design is sealed to IP50 (Dust Protected).
QGrip Breakout Kits are used where jacketed cables need to be directly terminated, particularly in Oil & Gas, Mining, Factory Automation, Heavy Equipment, Broadcast, Medical, Military, Aerospace, and Defense for Communications, Audio / Video, and Sensing Applications.
- 2Ch -24Ch Ruggedized Cable Furcation Kit
- Body: Black Hard Anodized Machined Aluminum, Designed to Accommodate Various Sizes of Crimp Strain Reliefs
- Legs: 3mm Color Coded Subunits Designed to Accept 900μm Buffered Fiber
- Cable OD up to 9.5mm
- Cable Retention: 100lbs (Depending on Cable Type)
- Available with Optional Mesh Pulling Sock
- Available with Custom Laser Marking / OEM Private Labeling
- Sealed to IP50